

��Ƭ�������ӹ��Y������
�l���r�g��2020-05-13
��Ƭ�ܼӹ������҇��Q�����ИI�İlչ�F�������Ŀǰ���ڵĆ��}���f�^�ࡣ�aƷ���_�l������ԭ���ϵĹ��������a�O���ȱʧ��������칤ˇ�ĵ��¡�����ˎ�ИI����lչ�ı����£��҇�������ՓQ������IҲؽ�����M�ӹ����칤ˇ����Ʒ�|���fԒ�������쌍��Ʒ�ơ����m���M�nj��F����Ŀ�ˡ��������Ӄrֵ�������Q������I�� ������ Ч�ֶΣ��Ǵ������õĹ���F� �ơ������������YԴ���õ����M�������nj��F �Q������I���m�lչ�Ļ� ��ԴȪ�Ͳ��߄���������ȫ�TĿ�˹������A�ϵĹ��턓�¡�
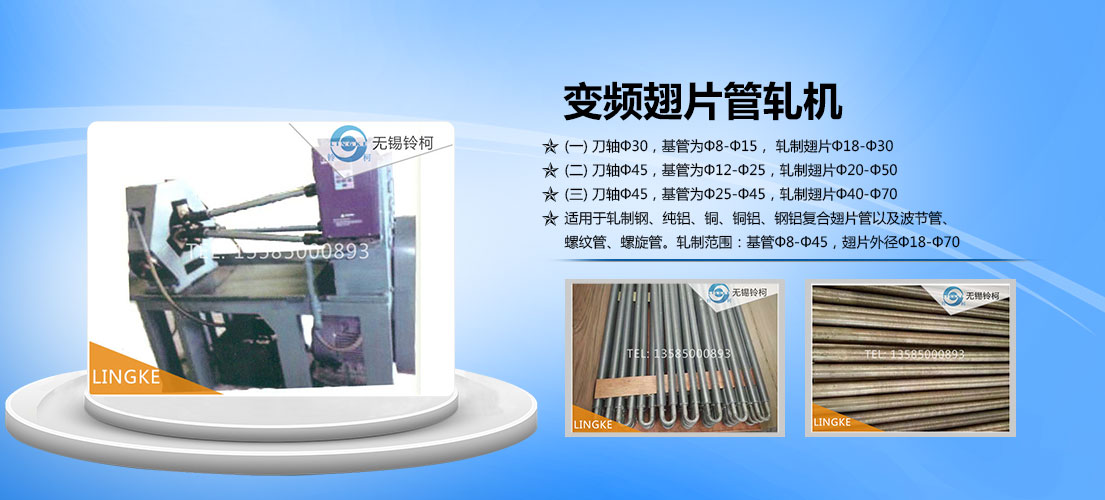
Ƭ�ܷN��࣬��Ҫ�Ը��l����Ƭ�ܞ������mȻ���c�Ƕ���F���ȷ�����ȣ��ڮaƷ�|�������a�Ԅӻ����涼�������M���������ڸ��l����Ƭ�ܵĸ����y�Ժ��������ް������أ����¸��l����Ƭ���ړQ��Ч�ʺͷ��e�ҷ���߀�����T��㡣���b������ԭ����푑�*�P�ڹ��ܜp�ŵķ�����ߡ� �������ܺ�ȿ�����0.8-1.5���ף���Ƭ��ȿ�����0.3-1���ף�����������ˇ��s�˲��ϳɱ������ʸߣ��܉��ֹ�g϶���g�����Lʹ�É������pС������衣
��Ƭ��ɢ���������a���xُ�� �P�����a���g�� 1����Ƴ�Ƭ�܌���ɢ�����������ʵĮaƷ�D�Ӽ����g�ļ����죬�������ϱ��˜ʵ�Ҏ���� 2����Ƴ�Ƭ�܌���ɢ�������֎��塢��Ȳء�䓎������ְ�̓ɶ��o�呪�������P���Ϙ˜ʵ�Ҏ�������ґ����в����|���ϸ��C������ 3��䓹ܙE�A�ȑ�������0.3mm,䓹������Ŀ������GB/T3092������GB/T3087������GB/T8163��Ҏ���� 4��䓎��c䓹�֮�g�����ø��l���������_���o�̵ķ����� JG/r3012.2����һ��1998 5��䓎���䓹ܵĺ��ӱ��摪�oͿ�ӡ��F�P�����ӵ�Ӱ푺����|����ȱ�ݺ��s�|��
��Ƭ����Ҫ�������Á�ɢ����s�ģ����Dz�����s�õęC���ϳ�Ƭ�ܵij�ƬԽ��Խ���أ��𰸮�Ȼ�Ƿģ�Ҫ�놖��ʲô��С������ͽo����vһ�vԭ�� 1������Ƭ�ܳ�Ƭ�Ă�����e����һ���r����Q��ϵ������������һ��������Ҫ��һ���ۿۣ�һ��飨0.9-0.7�����@�f������ƬԽ�࣬��ƬЧ�ʾ�Խ�ͣ����ӳ�Ƭ�Ľ����Ծ��½��ˡ� 2����Ƭ̫��̫�ܣ������ӹ�ˇ�y�ȣ���ӹ��ɱ��� 3�������Ƭ̫��̫�ܣ����a���e�҆��}������������y�� �����x�ö��ٵij�Ƭ����Ҫ��Ӌ��ữ�ȁ����ģ�Ҳ�������ӳ�Ƭ�Ժ�Ŀ�������e����δ���ӳ�Ƭ�ǵĿ���e֮�ȡ�������������Ҏ����һ���J��ữ����5��10���Ҟ�zui�ã����Դ�����x���Ƭ�ܕrһ��Ҫ�����x���x����O�ط��@������Ҳ�Ǻ��е����ġ�
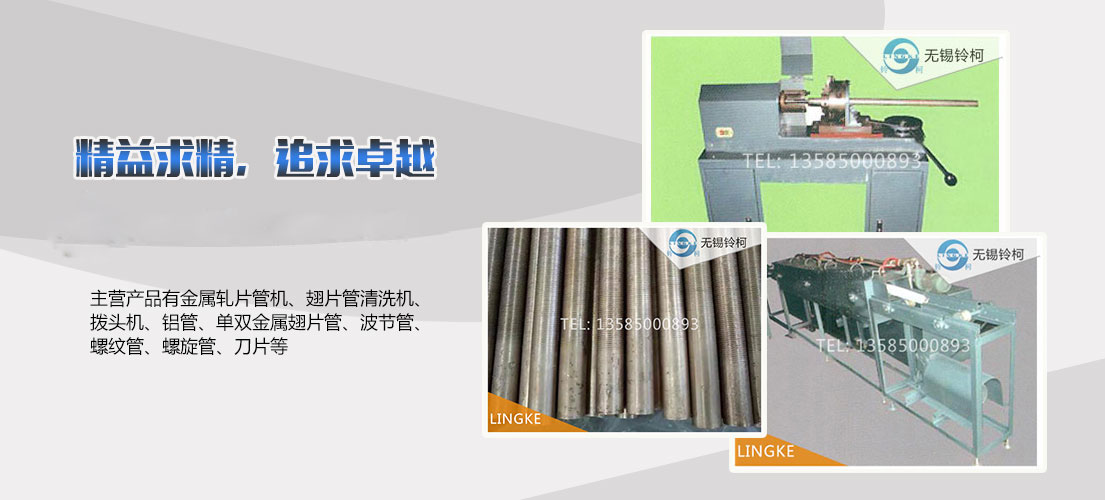
���P�˺������ٳ�Ƭ��܈�C|��Ƭ�ܼӹ��O��|��Ƭ�����a��|��X�ͺϳ�Ƭ��|��Ƭ����ϴ�C,
![�P�]](/3g/template/images/close.png)